Качество отливок Плюсы литья в кокиль Недостатки литья в кокиль
Литье в кокиль производится либо в стационарные кокиля, либо на кокильных машинах и станках. Кокиля делятся на простые и сложные, имеющие в своей конструкции гидроцилиндры, систему толкания, стержневые ящики, металлические вкладыши. Для изготовления этого вида оснастки необходим высокий уровень и квалификации инженерного состава, и инструментального производства.
Литье в кокиль представляет собой литье металла методом свободной заливки расплавленного металла в кокиля, металлические формы (от фр. Coquille – раковина, скорлупа), с последующим естественным или искусственным охлаждением.
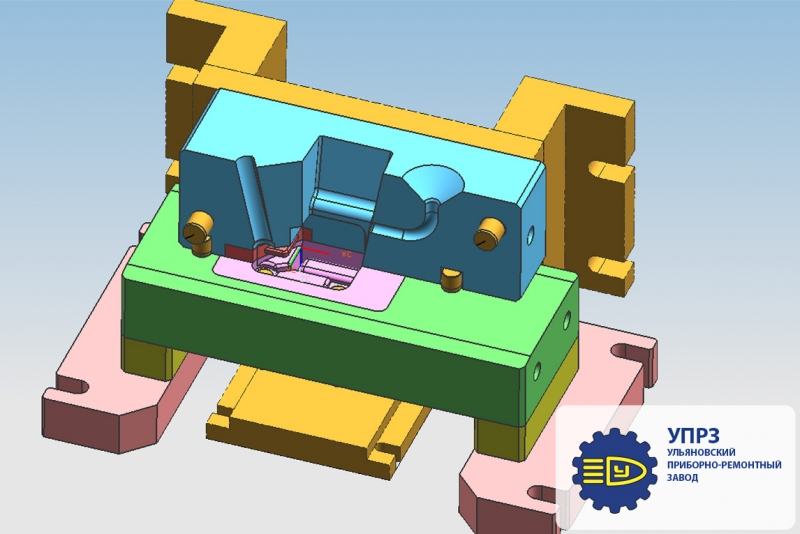
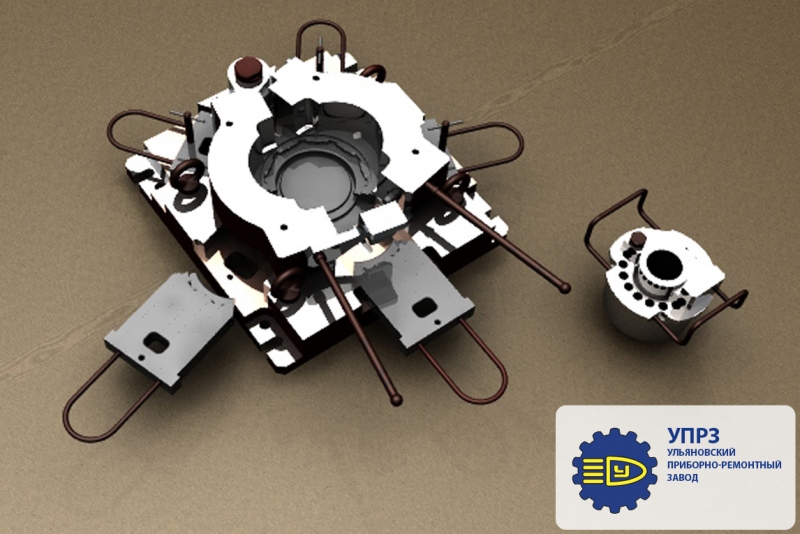
Основные составляющие кокиля – плиты, вставки, полуформы, стержни и пр. –изготавливаются, как правило, из стали или чугуна. Конфигурации кокилей бывают простыми, но на практике в производстве чаще встречаются очень сложные конфигурации кокилей.
Наше предприятие обладает всем необходимым потенциалом для осуществления проектирования и изготовления кокилей любой сложности, в том числе и с последующей привязкой их к оборудованию заказчика. Мы имеем соответствующие производственные возможности для изготовления кокилей не только из простых и из жаропрочных сталей, но и из чугуна. Чаще всего испытания изготовленной оснастки мы производим на собственном оборудовании. Для оказания технической помощи при запуске оснастки на предприятии заказчика мы можем организовать выезд к нему наших специалистов.
Сам технический процесс литья в кокиль не является многооперационным. Все операции сравнительно простые и занимают небольшое количество времени, ограничивает продолжительность операций только время охлаждения до требуемой температуры отливки в форме. Большая часть всех операций производственного цикла выполняется механически, автоматизированно, что, несомненно, является важным преимуществом данного способа. Кроме того, немаловажно, что с многократно используемым кокилем исключается необходимость в разовых формах, процесс изготовления которых достаточно затратный и трудоемкий.
Качество отливок и особенности формования
Если сравнивать металлические формы с песчаными, то первые характеризуются значительно большими важными характеристиками: теплопроводностью, прочностью, теплоемкостью, очень низкими газотворностью и газопроницаемостью. Благодаря этим свойствам материала кокиль при взаимодействии с металлом проявляет следующие особенности:
- Высокая эффективность теплового взаимодействия отливки и формы (сплав и отливка быстрее охлаждаются в кокиле по сравнению с песчаной формой);
- Кокиль в большей степени препятствует усадке отливки, что затрудняет извлечение, однако препятствует деформации самой формы, что снижает вероятность появления пористости. Таким образом, при литье в кокиль изделия получаются более точными;
- Поверхность отливки более качественная вследствие минимального физико-химического взаимодействия металла отливки с формой (кокилем);
- Кокиль имеет низкую газотворность и практически газонепроницаем, расположение отливки в кокиле, способ подачи металла и система вентилляции могут обеспечить выход воздуха и газов из формы при заливке.
Эффективность литья в кокиль зависит в первую очередь от максимального использования преимуществ процесса именно кокильного производства отливок, при этом необходимо учитывать все особенности, достоинства и недостатки данного способа (чаще всего в сравнении с литьем в песчаные формы) в условиях каждого конкретного производства, что с успехом может сделать грамотный специалист.
Достоинства литья в кокиль
- Высокое качество отливки и стабильность показателей качества (точность, механические свойства, плотность, структура, шероховатость).
- Большие возможности при необходимости производства отливок сложной внутренней конфигурации и внешней поверхности благодаря использованию в формах разовых песчаных стержней.
- Более высокая (в 2-3 раза) производительность труда благодаря отсутствию трудоемких операций, а также снижение затрат на производственные площади, оборудование и очистные сооружения.
- Исключение сложных и вредных операций, что влечет за собой меньшее загрязнение окружающей среды и улучшение условий труда.
- Возможность механизации и автоматизации производственного процесса литья в кокиль в результате многоразового использования формы. Кроме того, именно в кокильном производстве возможно автоматически регулировать параметры процесса, что в корне меняет сам характер труда литейщика.
Недостатки способа литья в кокили
- Достаточно высокая стоимость кокиля, сложность его изготовления, причем стоимость кокиля возрастает в случае отливки сложной конфигурации.
- Ограничения в стойкости кокиля и общем количестве годных отливок. Стойкость кокиля влияет на общую экономическую эффективность процесса литья, особенно в случае литья чугуна и стали.
- Ограниченная возможность получения тонкостенных протяженных отливок вследствие интенсивного охлаждения металла в форме.
- Твердость формы может привести к появлению в отливках напряжений, даже трещин при извлечении.
- При сложных формах отливки необходимо использование большого количества песчаных стержней, что влечет за собой снижение точности отливок.
По итогам сопоставления достоинств и недостатков кокильного производства отливок специалист определяет, насколько рационально его использование на конкретном предприятии, так как выгодно использовать литье в кокиль только в массовом и серийном производстве. Однако именно литье в кокиль можно отнести к малооперационному, малоотходному, материало- и трудосберегающему технологическому процессу, позволяющему, кроме того, улучшить условия труда и уменьшить вредное воздействие на окружающую среду.
